
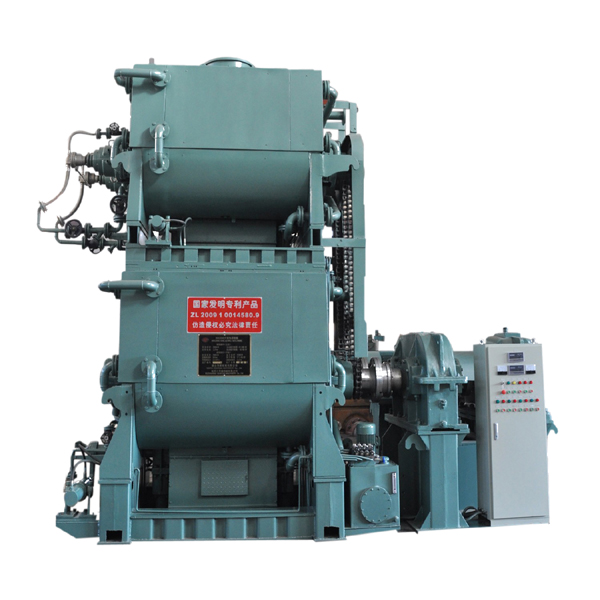
Машина за брикетиране на паста с въглеродни електроди





1. Променя проблемите на трудното разбиване на едра паста и големи примеси в миналото;
2. Произведените готови продукти имат гладък и красив външен вид и са удобни за опаковане и транспортиране;
3. Оригиналната интегрална ролка се променя в подвижна ролкова обвивка, за да се улесни подмяната и поддръжката на ролковата обвивка на по-късен етап.Освен това, според различните нужди на потребителите, той може да отговори на изискванията на различни форми и размери.
Обшивката на ролката на пресата за въглеродни топки обикновено се отлива с 65Mn, като може да се използва и 9 хром 2 молибден или сплав.Конкретната ситуация трябва да бъде избрана според действителното състояние на материала.С развитието на въглеродната технология, издръжливостта и скоростта на формоване на пресата за въглеродни топки са широко загрижени.Следователно, карбоновата топкова преса обикновено е изработена от 9 CR 2 mo ролкова кожа със силна устойчивост на износване, което значително ще подобри експлоатационния живот на карбоновата топкова преса.
| Модел | Диаметър на компресионната ролка | Теоретична производителност | Редуктор | Мощност на електродвигателя |
| YJ500 | 500 мм | 3~5 тона/час | ZQ500 | 11kw двигател с регулируема скорост |
| YJ650 | 650 мм | 5~12 тона/час | ZQ650 | 15kw двигател с регулируема скорост |
| YJ750 | 750 мм | 10~18 тона/час | ZQ750 | 22kw мотор с регулируема скорост |
| YJ850 | 850 мм | 15~25 тона/час | ZQ850 | 30kw мотор с регулируема скорост |

Частта за захранване е главно за осъществяване на количествено подаване, за да се гарантира, че материалите влизат равномерно в контра ролката.Винтовото захранващо устройство се задвижва от електромагнитния мотор за регулиране на скоростта и се върти през ремъчната шайба и червячния редуктор, за да принуди пресования материал в главния вход за захранване.Поради постоянната характеристика на въртящия момент на електромагнитния мотор за регулиране на скоростта, когато количеството на натискане на шнековия подавач е равно на количеството материал, изисквано от хоста, постоянното налягане на подаване може да се поддържа, за да се стабилизира качеството на пелетите.Ако количеството на хранене е твърде голямо, електрическото претоварване на захранващото устройство;Ако количеството за хранене е твърде малко, топката няма да се образува.Следователно умението за квалифицирана работа е важно условие за осигуряване на нормална работа на натискащата топка.
2. Трансмисионната част, основната трансмисионна система е: Двигател – триъгълен ремък – редуктор – Open Gear – ролка.Основният двигател се захранва от електромагнитен двигател за регулиране на скоростта,
Той се предава на задвижващия вал през ремъчната шайба и цилиндричния редуктор чрез съединителя на щифта.Задвижващият вал и задвижваният вал осигуряват синхронна работа чрез отворени зъбни колела.Зад седалката на пасивния лагер е монтирано хидравлично устройство.Хидравличното защитно устройство е, че маслото под високо налягане се изпомпва в хидравличния цилиндър от хидравличната помпа, за да накара буталото да произведе аксиално изместване.Предната съединителна глава на буталния прът е върху лагерната седалка, за да отговори на изискванията за производствено налягане.
3.Оформящата част се отнася главно до гостоприемната част, а основната част е ролката.Когато твърде много материал се подава между двете притискащи ролки или навлезе в металния блок, буталния прът на хидравличния цилиндър ще бъде претоварен, хидравличната помпа ще спре, акумулаторът ще буферира промяната на налягането, преливният клапан ще се отвори и ще върне маслото , и буталният прът ще се измести, за да увеличи пролуката между притискащите ролки, така че да накара твърдите предмети да преминат през притискащите ролки и налягането в системата ще се върне към нормалното, което може да предпази притискащите ролки от повреда.Машината може да регулира налягането според изискванията за плътност на натискане на топката, а производството е гъвкаво.
Свързани продукти
-

Тестомесачка за въглеродна паста Hp-Cpk
-

Предварителен нагревател за сухи материали от серия Hp-Dmh
-

Охладител за месене на въглеродна паста от серия Hp-Pkc
-

HP-H(H)KC Високоефективно предварително загряване месене Co...
-

Въглеродна екструзионна преса от серия Hp-Cep
-
HP-DHK серия Двуслойна тестомеса за предварително загряване





